この記事では
一級建築士学科試験で
毎年2問(問13,問14あたり)出題されている
鉄骨造の設問を9年分まとめてカテゴリーに分類しています。
RC造に次ぐ頻出問題なので
おさえておくと点数が稼げます。
一級建築士学科試験/施工分野/鉄骨工事問題過去問題まとめ
私は全く予備知識が無い状態で
理解があやふやなまま勉強していました(汗)が、
鉄骨製作について流れがわかっていると
問題の理解度が違ってきます。
鉄骨の建て方の様子が
わかる動画がありましたので参考にどうぞ。
建て方動画
ちなみに”鉄骨造をサクッと一通り学びたい”という方は
下記の書籍を強くお勧めします。
動画DVD付きということで非常にありがたい書籍です。
(実務で急遽必要になったため購入しましたが、
試験対策としても非常に優秀だと思います。)

施工分野の鉄骨工事の出題傾向
鉄骨工事は問13・14あたりに毎年出題されています。設問を分類すると
- 高力ボルトについて
- 溶接について
この2つで全設問の1/2くらいを占めています。
他、柱脚部分、曲げ加工など
これまでバラバラに出題されている設問を分類しました。
高力ボルト
1.鉄骨の高力ボルト用孔の孔あけ加工において、板厚が12mmであったので、 せん断孔あけとし、切断面のバリを除去するためにグラインダーを使用した。h27/13
2.高力ボルト用の孔あけ加工については、鉄骨部材の板厚にかかわらず製作工場でドリルあけとした。h22/13
高力ボルト用の孔はドリルあけが原則です。
問1は誤答肢、問2は正答肢
3. 鉄骨製作工場における鉄骨の工作において、高力ボルト用の孔あけ加工はドリルあけとし、接合面をブラスト処理する場合には、ブラスト処理後にドリルあけ加工とする。h25/14
孔あけ加工はドリルあけで正解ですが、
ブラスト処理はドリルあけ加工後に行います。誤答肢
4.高力ボルト接合において、接合部に生じた肌すきが0.5mmであったのでフィラープレートを挿入しなかった。h26/14
5.高力ボルト接合において、接合部に生じた肌すきが2mmであったので、フィラー
プレートを挿入しないこととした。h29/13
1mm以下は処理不要です。
よって問4は正答肢、問5は誤答肢
6. 高力ボルト接合における一群の高力ボルトの締付けについては、接合部の周辺から中央部に向かって行った。h24/14
板のひずみを外側へ逃がすために
中央から端部に向かって締め付けます。誤答肢
7. 柱の溶接継手におけるエレクションピースに使用する仮ボルトについては、中ボルトを用い、ボルト一群に対して1/2程度、かつ、2本以上をバランスよく配置して締め付けた。h22/14
通常は仮ボルトに高力ボルトを
使用してはいけませんし、
設問の取り付け方でよいのですが、
エレクションピースに使用する仮ボルトは
高力ボルトを使用して全数締め付けます。誤答肢
トルシア形高力ボルト
トルシア形高力ボルトのわかりやすい施工動画がありましたので引用します。
参照:https://youtu.be/a-z3ORdTbdE
1. トルシア形高力ボルトの本締めについては、専用のレンチを用いてピンテールが破断するまでナットを締め付けた。h24/14
基本事項ですね。正答肢です。
2.トルシア形高力ボルトの締付け検査において、ナット面から突き出たねじ山がなかったが、ピンテールが破断し、共回りがないことが確認されたので合格とした。h27/14
3.トルシア形高力ボルトの締付け後の検査において、ボルトの余長については、ナッ
ト面から突き出た長さが、ねじ1山~6山の範囲にあるものを合格とした。h28/15
ねじ山が最低でも1山無いと
合格になりません。
よって問2は誤答肢,、問3は正答肢
4. トルシア形高力ボルトの締付けの確認において、ナット回転量に著しいばらつきの認められるボルト群については、その群のすべてのボルトのナット回転量を測定して平均回転角度を算出し、平均回転角度±30度の範囲のものを合格とした。h25/13+h29/13
群の中で締め方に
ばらつきが多い場合、
そのグループの平均回転角度を算出し、
平均の回転角度から±30度の範囲に
収まっているものを合格、
不合格のものはトルシア形の場合は、
新しいものと取り替えます。よって正答肢
高力六角ボルト(ナット回転法+トルクコントロール法)
1.高力六角ボルトの締め付けにおいて、座金は内側に面取りのある側を表とし、
ナットは等級の表示記号のある側を表として取り付ける。h23/13
正答肢です。
2. ナット回転法による高力ボルトの締付け後の検査において、ナット回転量が不足していたボルトについては、ナット回転量以外に異常がなかったので、ボルトを取り換えずに所定のナット回転量まで追締めを行った。h22/14
3.溶融亜鉛めっき高力ボルト接合において、ナット回転法で行ったので、締付け完了後、ナットの回転量が不足しているものについては、所定の回転量まで追締めを行った。h30/14
4.高力六角ボルトM20のナット回転法による本締め後の検査において、全てのボルト
について、一次締め完了後に付したマークのずれにより、ナットの回転量が 120度±30度の範囲にあるものを合格とした。h28/15
全て正答肢です。
ちなみに
高力六角ボルトのナット回転法の場合、
回転不足は追締め、
ナットの回転量が
120度+30度を超えている場合は
新しいものに交換します。
5.F8Tの溶融亜鉛めっき高力ボルトM20の孔径については、22mmとした。h28/15
M20は22mm、M22は24mm、M24は26mmです。正答肢です。
6.溶融亜鉛めっき高力ボルトの一次締めトルクは、M16が約150N・mとし、M 20とM22が約200N・mとする。h23/13
7.溶融亜鉛めっき高力ボルトの接合において、M20とM22の一次締めトルクは、
100N・mとした。h28/15
M16の場合100N・m、
M20、M22の場合150N・mとします。
よって共に誤答肢
8.高力ボルト接合における摩擦面は、すべり係数値が0.45以上確保できるように、ミルスケールを添え板全面の範囲について除去したのち、一様に錆を発生させることとした。h30/13
高力ボルトは摩擦により力を伝達させるため、
材表面をザラザラさせるなどして
すべりにくく(すべり係数を0.45以上に)
する必要があります。
よって正答肢
3. 鉄骨の摩擦面に赤錆が発生する前に建て方を行う必要があったので、ショットブラストにより、処理を行い、表面の粗さを50μmRzとした。h27/13
正答肢です。
ショットブラストで表面の粗さを
50μmRz以上にすることで
すべり係数を満たせます。
9. I 形鋼のフランジ部分における高力ボルト接合において、ボルト頭部又はナットと接合部材の面が1/20以上傾斜していたので、勾配座金を使用した。h30/13
正答肢です。
10.スパン数の多い建築物は、柱梁接合部の溶接収縮により水平方向に柱の倒れ変形が生じるため、建築物の中央部等に調整スパンを設け、溶接完了後に調整スパンの梁を高力ボルトで取り付けた。h27/14
溶接したあとに高力ボルトで
取り付ける順番です。正答肢です。
溶接
組立溶接
1. 裏当て金を用いた柱梁接合部の裏当て金の組立溶接については、梁フランジ幅の両端から5mm 以内の位置において行った。h22/13
5mm以内の位置にしてはいけません。
よって誤答肢です。
2. 柱梁接合部において、鋼製エンドタブの組立溶接については、開先内を避けて、直接、梁フランジに行った。h26/13
エンドタブは溶接の際に
欠陥のでやすい始端部と終端部に用います。
ですので欠陥の起こりやすい部材を
母材と直接溶接してしまうと
母材にも悪い影響が出てきます。
そのため母材(梁フランジ等)に直接溶接しません。誤答肢
3.組立溶接に使用する溶接ロボットのオペレーターは、JIS Z3841の基本となる級(下向溶接)の技術検定試験に合格した有資格者とした。h27/14
正答肢です。
オペレーターは装置の操作の熟練と、
溶接に関する知識や技術など
複合的な能力が要求されます。
4.板厚25mm以上のSN400材の鋼材の組立溶接については、被覆アーク溶接により行い、低水素系の溶接棒を使用した。h23/14
5.溶接接合において、引張強さ450 / mm2以上の高張力鋼及び厚さ25mm以上の鋼材の組立溶接を被覆アーク溶接(手溶接)とするので、低水素系溶接棒を使用した。h30/13
共に正答肢です。
6. 組立溶接については、溶接部に割れが生じないように、必要で十分な長さと4mm以上の脚長をもつビードを適切な間隔で配置した。h23/14
正答肢です。
完全溶込み溶接
1.完全溶込み溶接部の内部欠陥の検査方法として、超音波探傷検査を行った。h24/14
2.完全溶込み溶接部の内部欠陥の検査については、浸透探傷試験により行った。h30/14
超音波探傷検査で検査します。
よって問1は正答肢、問2は誤答肢
3.柱梁接合部において、エンドタブの切断については、特記がなかったので、行わなかった。h24/14
正答肢です。
特記がなければ切断しなくてもよいです。
4.柱梁接合部の梁端溶接部において、入熱量が大きく、かつ、パス間温度が高過ぎると接合部の強度や変形能力が低下することがあるので、溶接作業中に入熱量とパス間温度の管理を行う。h25/14
溶接部に入る熱の量(入熱)が高かったり、
パス間温度が高かったりすると
溶接部の冷却速度が遅くなり
強度と靭性が低下します。正答肢
5. 母材の溶接面について付着物の確認を行ったところ、固着したミルスケールがあったが、溶接に支障とならないので除去しなかった。h26/13
正答肢です。
6. 完全溶込み溶接とする板厚の異なる突合せ継手については、部材の板厚差に
よる段違いが薄い部材の板厚の1/4以下、かつ、10mm以下であったので、溶接表面が薄い部材から厚い部材へ滑らかに移行するように溶接した。h26/13+h29/13
正答肢です。
7.溶接部の融合不良の補修について、内部欠陥の位置を確認した後、欠陥部分と欠陥の端部からさらに20mm程度広げた部分を除去し、船底型の形状に仕上げてから再溶接した。h26/13
溶け込み不良、融合不良など
内部欠陥についての設問です。
正答肢です。
溶接部の欠陥の補修方法に関する設問
1.アンダーカット/欠陥部を必要に応じて整形した後、ショートビードにならないように補修溶接し、必要に応じてグラインダー仕上げを行った。h28/14
2.ピット/欠陥部に細径の溶接棒を用いて、ピット部に溶接金属を足して余盛を十分に確保するように補強した。h28/14
3.オーバーラップ/余盛を削りすぎないように、注意しながらグラインダー仕上げを行った。h28/14
4.融合不良/アークエアガウジングによりはつり取って実際の不良箇所の位置を確認し、欠陥の端部より 20mm程度の範囲を除去し、船底型
の形状に仕上げてから再溶接した。h28/14
溶接部の欠陥
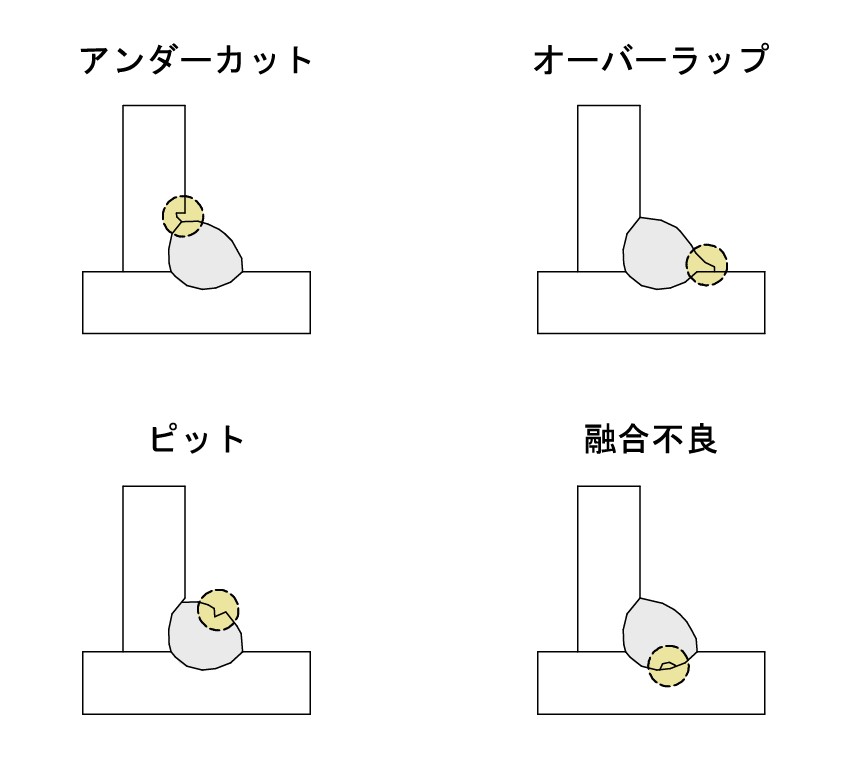
問2が誤答肢です。
ビットは削除したあと
補修溶接をしなければいけません。
5. 溶接部の表面割れは、割れの範囲を確認したうえで、その両端から20mm程度除去し、船底型の形状に仕上げてから補修溶接した。h23/14
表面割れの欠陥についての設問です。
両端から50mm以上除去
する必要があります。誤答肢
6. 完全溶込み溶接の突合せ継手の余盛り高さについては、1 mm であったので、許容差の範囲内とした。h23/14
3mm以下で大丈夫です。正答肢
溶接その他の問題
1. 溶接部の受入検査における表面欠陥及び精度の検査は、特記がなかったので、目視による抜取検査とし、溶接の部位や種類ごとにロットを構成し、それぞれのロットから10%に相当する部材数を検査対象としてサンプリングした。h26/14
正答肢です。
2.溶接作業において、作業場所の気温が0°C であったので、溶接線の両側約 100mm
の範囲の母材部分を加熱(ウォームアップ)して溶接した。h29/13
作業場所の気温が
-5℃未満なら溶接不可、
-5℃~5℃なら
溶接線の両側100mm程度
の範囲を温めてから
作業に取り掛かります。正答肢
3. スタッド溶接において、施工に先立ち、適切に溶接条件を設定するため、スタッドの径の異なるごと、午前と午後それぞれ作業開始前に2本の試験スタッド溶接を行い、曲げ角度15度の打撃曲げ試験を行った。h25/13
施工前の
打撃曲げ試験の曲げ角度は30度
施工後の
同じ試験では15度
とします。誤答肢
4.スタッド溶接において、スタッドの仕上り精度については、仕上り高さを指定された寸法の±5 mm、スタッドの傾きを15度以内として管理した。h30/13
仕上り精度について、
仕上がり高さは設計寸法の
±2mm以内、傾きは5度以下です。誤答肢
5. デッキ合成スラブの効果を考慮した合成梁において、デッキプレートと鉄骨梁との接合は、頭付きスタッドが特記されている場合、焼抜き栓溶接を省略できる。h25/14
正答肢です。
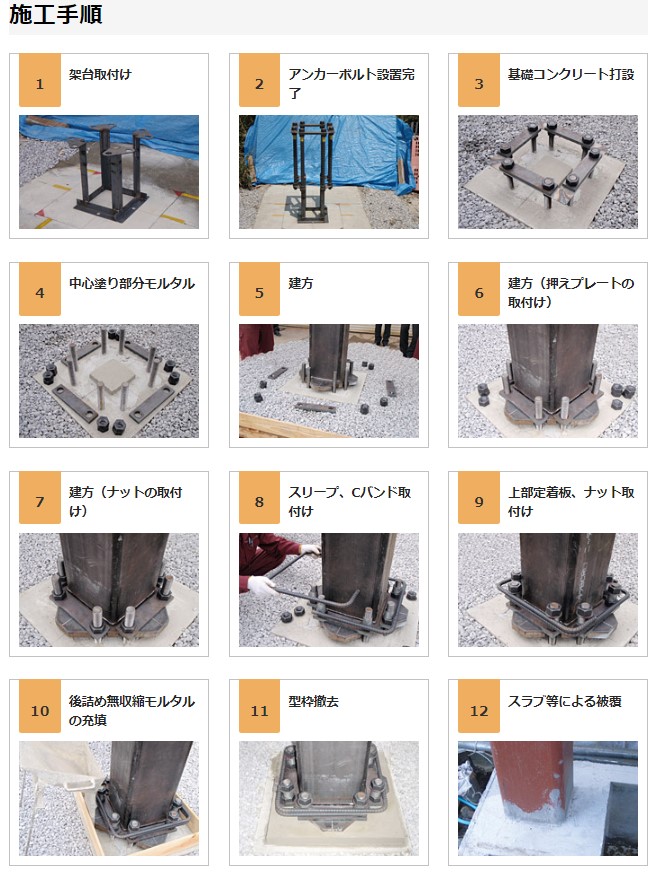
鉄骨柱脚部分
1. 鉄骨の建方に先立って行うベースモルタルの施工において、ベースモルタルの養生期間を、3日以上とした。h24/13
2.鉄骨の建方に先立って行うあと詰め中心塗り工法におけるベースモルタルの施工において、モルタル中心塗り部分のモルタルの塗厚さを 60mmとし、養生期間を2日とした。h29/14
“あと詰め中心塗り工法”は
設置する鉄骨の面積が大きく、
全面を接着しづらい時などに採用します。
ちなみに養生期間は
鉄骨建方までに3日以上必要です。
よって問1は正答肢、問2は誤答肢です。
センクシア株式会社サイトで
分かりやすい画像が掲載されていましたので引用します。
出典:https://www.senqcia.co.jp/products/kz/hibase/cb/construction.html
4.保有水平耐力計算を行わない鉄骨造において、柱脚を基礎に緊結するに当たり、露出形式柱脚としたので、鉄骨柱のベースプレートの厚さをアンカーボルトの径の 1.3倍以上とした。h30/14
正答肢です。
5.鉄骨造の柱脚部を基礎に緊結するために設置するアンカーボルトについては、特記がなかったので、二重ナット締めを行ってもボルトのねじが3山以上突出する高さで設置した。h30/14+h25/21
正答肢です。
6. 鉄骨鉄筋コンクリート造の建築物の建方において、柱脚の立上げ鉄筋が障害となったので、その立上げ鉄筋を850~900Cで温度管理しながら加熱して、30度以下の角度で曲げた。h22/14
正答肢です。
鋼板曲げ加工
1. ブレース端のハンチ等の塑性変形能力が要求される部位において、特記がなかったので、常温曲げ加工による内側曲げ半径を、材料の板厚の8倍とした。h27/13
正答肢です。
2. 鋼材の加熱曲げ加工を行うに当たり、鋼材の温度を約300°Cとした。h24/13
曲げ加工は常温か加熱加工で行います。
加熱加工の場合
850℃から900度で
行わなければなりません。誤答肢
3. 鉄骨部材の組立てにおいて、溶接後の精度を確保するために、溶接により生じるひずみを考慮して、あらかじめ、そのひずみの逆方向に鋼材を曲げ加工した。h22/13
正答肢です。
建方精度検査他
1. 鉄骨工事の建方における建入れ直し及び建入れ検査については、建方の進行とともに、小区画に区切って行った。h26/21
正答肢です。
2.柱に現場継手のある階の建方精度については、特記が無かったので、階高の管理許容差を±8mmとした。h26/14
柱の建て方精度について、
管理許容差は±5mm、
限界許容差が±8mmです。誤答肢
3. 柱脚において、通り心と構造用アンカーボルトの位置のずれの管理許容差を、±3mmとした。h24/13
管理許容差は±3mm、
限界許容差は±5mmとします。正答肢
4. 建築物の倒れの管理許容値を、高さの1/4000に7mmを加えた値以下、かつ30mm以下とした。h24/13
5.鉄骨の建方精度の管理において、建築物の倒れの管理許容差を、特記がなかったので、鉄骨精度検査基準((一社)日本建築学会「建築工事標準仕様書 鉄骨工事 付則6」)に従い、建築物の高さの1/4000に7mmを加えた値以下、かつ、30mm以下とした。h29/14
共に正答肢です。
6. 寸法精度の受入検査は、鉄骨製作業者が行う社内検査記録の書類検査とし、特に必要とする場合は製品を抜取り、寸法を測定する対物検査とする。h25/14
正答肢です。
その他問題
1. 鉄骨製作工場については、設計図書に加工能力が国土交通大臣のRグレード以上の認定を受けたものを指定されていたので、Mグレードの鉄骨製作工場とした。h26/14
2.鉄骨工事において、鉄骨溶接構造の400N及び490N級炭素鋼で板厚が60mmであったので、認定グレードMの鉄骨製作工場が選定されていることを確認した。h30/3
一定の設備・技術・管理体制が整っているかどうかで、
評価機関によって鉄骨製作工場のグレードは
上からS→H→M→R→Jの順に
分類されます。
Rグレード以上の指定をされた場合、
S,H,M,Rであれば大丈夫です。
またグレードによって
製作できる部材に制限を受けます。
“400N及び490N級炭素鋼で板厚が60mm”は
Hグレードでなければなりません
(50mmならMグレードで良い)。
よって問1は正答肢、問2は誤答肢
3. 溶融亜鉛めっきを施す部材において、閉鎖形断面の角形鋼管を使用したので、部材の両端に亜鉛及び空気の流出入用の開口を設けた。h27/14
どぶ付けする場合、
液体の流出入経路が無いと
うまく行き渡らず
メッキを施すことができません。正答肢です。
4.錆止め塗装において、工事現場溶接を行う部分の両側それぞれ100mm程度の範囲及び超音波探傷試験に支障を及ぼす範囲については、工場塗装を行わなかった。h25/13
設問の箇所や範囲は塗装してはいけません。正答肢
5.工事現場における鉄骨の錆さび止め塗装において、鋼材表面の温度が 50°C 以上となり、塗膜に泡を生ずるおそれがあったので、塗装作業を中止した。h29/14
正答肢です。
6. 鉄骨製作工場における鉄骨の孔あけ加工において、設備配管用貫通孔の径が80mmであったので、孔あけ用のアタッチメントを取り付けた手動ガス切断機を用いて貫通孔部を円形に切断した。h25/13
正答肢です。
7. 両面とも摩擦面としての処理を行ったフィラープレートの材質は、母材の材質にかかわらず、400N/mm2級の鋼材でよい。h23/13
正答肢です。
8.490N/mm2級以上の高張力鋼及び曲げ加工される400N/mm2級の鋼材の外面には溶接により溶融する箇所又は切断等により除去される箇所を除いて、ポンチやたがねによる打痕を残してはならない。h23/13
正答肢です。
9. 鉄骨鉄筋コンクリート造における鉄骨の工作図の作成において、基礎梁以外の主筋の貫通孔径については、同一の部位で鉄筋の径が異なり混同しやすいので、設計担当者と打合わせた後、監理者と施工者が協議して、最大径の貫通孔径に統一した。h22/13
(設計担当者と打ち合わせ要)
径を統一したほうが仕事がしやすいです。
正答肢です。
10.ロックウール吹付け工法による耐火被覆の施工において、柱の耐火材の吹付け厚さについては確認ピンを使用し、柱の1面に各1箇所以上を差し込んで確認した。h29/14
正答肢です。
11. コンクリート充填鋼管(CFT)造において、鋼管最上部のトッププレートのコンクリート打設孔は、充填に支障のない範囲に直径250mmのものを設けた。h27/13
正答肢です。
12. ターンバックル付き筋かいを有する建築物の建方において、建入れ直しについては、その筋かいを使用せずに、架構の倒壊防止用ワイヤロープを兼用した。h22/14
違う設問でよく出題されます。
ターンバックル付き筋かいを使用せずに、
倒壊防止用ワイヤーロープを
兼用するようにします。正答肢です。
一級建築士学科試験の施工分野9年分の
過去問題をまとめました。
他の設問へもこちらからリンクできます。
https://halu-ie.com/gakka-sekou-roundup-article/
また一級建築士試験の施工分野の出題傾向と、
私が過去問題での学習を勧める根拠をまとめています。
こちらもご覧ください。
本ページ理解度チェック
設問13+設問14/鉄骨工事
まとめて施工分野の過去問にチャレンジしたい方はコチラのページへどうぞ



コメント
コメント一覧 (3件)
[…] 問13+問14=鉄骨工事 […]
[…] 一級建築士学科試験/施工分野/鉄骨工事この記事では一級建築士学科試験で毎年2問(問13,問14あたり)出題されている鉄骨造の設問を9年分まとめてカテゴリーに分類しています。R… […]
[…] https://halu-ie.com/gakka-sekou-steelframe/ […]